 |
| Prefab strut corner placed in CNC mill to do the inside chamfers required. |
 |
| Close-up of the corner with inside chamfers clearly shown. |
The pictures above show some of the detail work being done on one of the pallet sections (which has already been welded). Note the tool (and its shape) used to cut the chamfers for the holes. According to James Mills, who is responsible for manufacturing the pallet and struts, this was a bit challenging to setup with available equipment. This part of the work is being done on a Smithy CNC (computer numeric controlled) milling machine.
The picture below shows one of the pallet sections setup in one of the other milling machines (Atrump vertical milling machine, shown to the left) we have in the Fabrication Laboratory. Thanks to Jim Mills for providing these pictures!
 |
| More detail work on the pallet! |
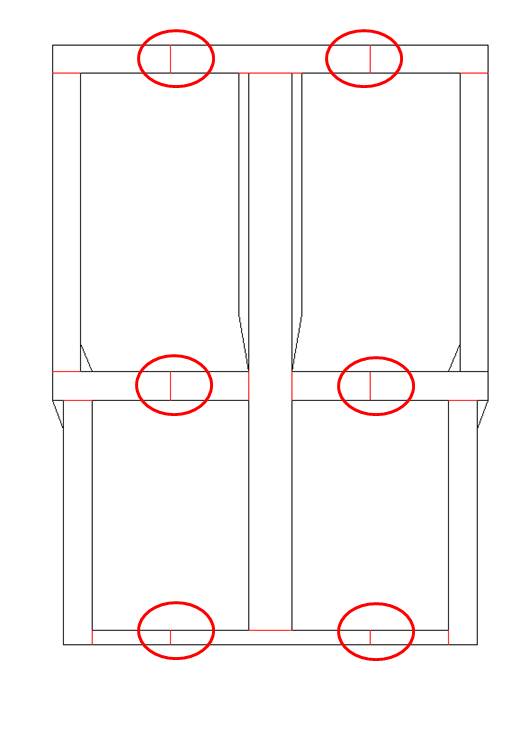
The image below shows why these holes are necessary: to connect the pallet sections together. The pallet is divided into three sections that will be assembled INSIDE the Orion capsule mockup on location at NASA. This is needed for two reasons: first, the assembled pallet will not fit through the entry hatch; second, the assembled pallet will weight about 600 lbs! By dividing it into three sections it can fit through the entry hatch and will be easier to position inside the mockup.
 |
| Red ellipses show in the sketch above show the break points for the three pallet sections. |
 |
| Holes drilled into two of the pallet sections, coinciding with the lower portion of the figure above. Note the chamfers! |


{kind=link}


{kind=link}

No comments:
Post a Comment